Двери из мдф межкомнатные технология производства. Технология изготовления дверей из мдф. Инструменты и материалы
В этой статье:
Популярность межкомнатных дверей у населения сравнима только с пластиковыми окнами . И на первые, и на вторые спрос отличается стабильностью даже в период экономического кризиса. Но так как межкомнатные двери выполняют не только функциональное предназначение (открывать/закрывать доступ в помещение), но и эстетическое – они должны выглядеть эффектно и нравиться покупателям.
Даже если изготавливать двери из экологически чистых материалов (например, массива), но не придать модели презентационный внешний вид – дело, скорее всего, будет обречено на провал.
Что нравится потребителю? Критерии выбора
Ассортимент продукции – важнейшее решение для будущего производства. И определять его следует с учетом потребительских предпочтений.
Основные виды межкомнатных дверей:
Из массива
Дверное полотно изготавливают из ламелей дерева (массив разных пород – от мягких, типа сосны, до твердых дубовых и более ценных). Бруски сращивают с помощью клея и выдержки под прессом, полотно шлифуют, калибруют и лакируют, либо покрывают декоративной отделкой (например, шпоном дорогих пород).
Для дверей премиум-класса возможна более сложная технология: применяется частичное тонирование, мозаичное сращивание, инкрустация, благодаря чему дверное полотно превращается в настоящее произведение искусства.
Деревянные с отделкой шпоном
Двери среднего ценового сегмента. В основе, обычно, недорогая древесина в виде досок, скрепленных в каркас, покрытый шпоном с внешней стороны.
Для пустот используют различные наполнители, например, гофрокартон .
Ламинированные
При ламинировании на каркас-основу из ДСП или МДФ наносится пленка различного цвета и текстуры. Такая технология производства позволяет имитировать различные материалы (и не только дерево), но износостойкость подобных дверей – наиболее низкая среди всех видов;
Пластиковые, алюминиевые и их различные комбинации
Комбинирование таких материалов как пластик и алюминий используется для оснащения нежилых помещений (офисы, медицинские, государственные, образовательные учреждения).
По оценкам производителей, тенденции потребительского спроса можно охарактеризовать так: «от дешевого к дорогому». Сегодня наиболее востребованы шпонированные двери, но с основой не из ДСП, как было ещё пару лет назад, а из древесного массива. Почему?
Причины очевидны:
- надежность – на межкомнатные двери идет довольно большая нагрузка (особенно, если в доме есть ребенок). А цельный массив всегда выигрывает у каркасной конструкции, и шпон из твердых пород дерева защитит полотно лучше ламината и других пленочных материалов;
- шпон однороден по структуре (по сравнению с мебельным щитом), поэтому несложно подобрать максимально похожие двери для разных комнат;
- натуральность материала;
- цена – стоимость дверей из недорогой древесины, облицованной шпоном «вписывается» в категорию среднего ценового сегмента (порядка $250), но прослужат они намного дольше, чем каркасные изделия. Да и при необходимости, такие двери можно реставрировать.
Организационная форма и каналы сбыта продукции
Юридическую форму для бизнеса следует выбирать, предварительно оценив потенциального покупателя.
Здесь есть такие варианты:
- крупный опт – строительные компании и госпредприятия (обычно, действует тендерная основа, которую достаточно сложно выиграть новому игроку на рынке);
- заключение договоров с сетями строительных маркетов и специализированных магазинов;
- реализация через собственные розничные точки;
- дилерская сеть.
На практике, предприятие, занимающееся изготовлением межкомнатных дверей, редко ограничивается одним вариантом сбыта – для увеличения продаж следует разрабатывать все доступные «каналы».
Поэтому оптимальной организационной формой будет юридическое лицо – ООО (с ИП многие строительные фирмы и супермаркеты просто не сотрудничают).
В видах деятельности необходимо указать следующие коды:
- 20.30.1 Производство деревянных строительных конструкций и столярных изделий;
- 51.53.24 Оптовая торговля прочими строительными материалами.
Лицензия на производство межкомнатных дверей не требуется. Но если вы планируете в качестве дополнительных услуг предоставлять установку, учтите, что без специального разрешения допускается монтаж дверных полотен только на место уже существующих проемов. Если же проект предусматривает расширение или любое другое изменение проема – тогда необходима соответствующая строительная лицензия.
Технология производства межкомнатных дверей
Рассмотрим полный технологический цикл производства межкомнатных дверей из древесного массива с облицовкой шпоном.
1. Производственный цикл начинается с распиловки древесины (бревен) на высокоточных ленточных пилорамах, что обеспечивает минимальный уровень брака.

2. После – доски поступают в специальное место – сушильный комплекс, оборудованный камерами с механизированной загрузкой. Процесс сушки завершается контролем влажности в материале.

3. Затем доска распускается на отдельные бруски (ламели) требуемого сечения. Из ламелей удаляются все дефекты – материал с сучками, неровностями, которые могут влиять на качество будущей двери.

4. На специальной линии сращивания осуществляется склеивание бездефектных заготовок по длине в мебельный щит. Прочность дверного полотна обеспечивается за счет клеевого шипового соединения отдельных заготовок. Склеенные брусья обрабатываются с четырех сторон на фрезерных станках до требуемого сечения.
5. Склеивание ламелей по ширине, для изготовления полотен и отдельных элементов дверей, осуществляется в вертикальных прессах. На стадии этой операции строго контролируется перпендикулярное расположение волокон в соседних брусьях, что гарантирует высокую стойкость будущих дверей к различным деформациям в процессе эксплуатации.

6. Для придания несущим конструкциям двери высокой жесткости и стабильности форм, дверное полотно покрывают шпоном, изготовление которого происходит на отдельной технологической линии.
7. Для производства шпона используются цельные бревна, которые предварительно пропаривают (в запарной камере в течение 3-х суток), а затем – центрируют и ошкуривают на корообрезочном станке, чтобы избавить от коры и лубяного слоя.

8. Следующий этап – круговая обрезка . Бревно постоянно вращается, а станок снимает с него тонкий слой шпона, толщиной всего в 0,6 см. Со среднего бревна получается около 134 линейных метра шпона.

9. Затем шпон разворачивается и разрезается на листы. Листы с одинаковым узором волокон укладываются в стопку. Из них отбираются впоследствии части для внешней облицовки двери.
10. Для придания двери особой износоустойчивости, используют три слоя шпона (в эконом варианте – заменяют на МДФ или ДСП с одним слоем шпона).
Для этого клей наносят с двух сторон на средний слой листа шпона, и отправляют под горячий пресс. Здесь, при температуре более 100 C, средний лист плотно приклеивается к двум другим. Через полторы минуты клей застывает, образуя высокопрочный верхний слой-фанеру для дверного полотна. Такую отделку изготавливают из самых разных древесных пород (березы, дуба, бука, ясеня и других) .

11. Шпонированную фанеру наносят на склеенное из ламелей дверное полотно, и помещают под холодный пресс на 30-40 минут, пока сохнет клей. Дальше – все составляющие конструкции двери шлифуются и проверяются на соответствие, чтобы в дальнейшей сборке исключить наличие недопустимых зазоров или перепадов.

12. Следом происходит замер длины/ширины изделия. Дверь отправляется на станок, который снимает фаску и обрезает края по заданным размерам. На следующем станке – выдалбливаются пазы для петель.

13. Вырезается отверстие для дверной ручки.

14. Затем, изделие шлифуется и покрывается лаком, сушится. Все части конструкции собираются в одно целое, комплектуются фурнитурой, упаковываются и отправляются на склад.

Нормативные документы и сертификация межкомнатных конструкций
Межкомнатные двери законодательно не подлежат обязательной сертификации, но наличие документа, подтверждающего знак качества и соответствие нормам, значительно поднимает уровень производителя в глазах покупателя, формирует положительный имидж компании.
А для того, чтобы двери прошли все проверки, необходимо придерживаться рекомендаций и требований, указанных в:
- ГОСТ 475-78 – Двери деревянные. Общие технические условия;
- ГОСТ 28786-90 — Двери деревянные. Метод определения сопротивления воздействию климатических факторов;
- ГОСТ 26602.3-99 — Блоки оконные и дверные. Метод определения звукоизоляции;
- ГОСТ 26602.2-99 — Блоки оконные и дверные. Методы определения воздухо- и водопроницаемости;
- ГОСТ 26602.1-99 — Блоки оконные и дверные. Методы определения сопротивления теплопередаче;
- СТ СЭВ 3285-81 — Двери деревянные. Методы испытания надежности;
- СТ СЭВ 4181-83 — Двери деревянные. Метод определения плоскостности;
- СТ СЭВ 4180-83 — Двери деревянные. Метод испытания сопротивления ударной нагрузке
Сырье для изготовления межкомнатных дверей
В производстве межкомнатных деревянных дверей можно использовать готовые материалы (мебельный щит, фанеру, МДФ, шпон) или заготовки (доску обрезную, цельные бревна). Первый вариант значительно упрощает технологию. Второй – снижает себестоимость и увеличивает прибыль, но требует больших капиталовложений. Поэтому позволить себе полный технологический цикл могут только крупные фабрики, ориентированные на массовое производство межкомнатных дверей.
Предприятия среднего и малого бизнеса предпочитают наращивать мощности, используя в качестве сырья готовые материалы. А после окупаемости первоначальных вложений и при возможности расширения – открывать отдельный цех по производству мебельного щита, шпона и других материалов в непосредственной близости от места лесозаготовок.
Помещение для производства межкомнатных дверей
Основные требования к производственному цеху – сухость (обязательное условие для хранения материалов, продукции и работы с деревом), наличие отопления и всех необходимых коммуникаций, трехфазная сеть, подъездные пути для транспорта.

Размеры цеха варьируются в зависимости от объемов производства и полноты технологического цикла. Если для предприятия по изготовлению дверей из обрезной доски потребуется площадь не менее 400 м 2 , то для малого производства из готового мебельного щита будет достаточно и 100-120 м 2 .
- отапливаемый склад для первичной сушки древесины;
- производственный цех;
- отдельное помещение для нанесения лакокрасочного покрытия;
- место для сборки и хранения готовой продукции.
Расчетный бизнес-план
1. Аренда помещения
Для производства межкомнатных дверей из натуральной древесины (дуб, сосна) с облицовкой шпоном различных пород дерева предприятием (ООО на общей системе налогообложения) арендовано производственное помещение, площадью 450 м 2 .
2. Планы на объемы производства
Планируемый выпуск продукции: 800 п.м/год
Пути реализации:
- через собственный склад-магазин;
- через сеть строительных супермаркетов;
- на договорной основе с строительными фирмами-подрядчиками.
3. Капитальные затраты
Оборудование для производства дверей из массива:
- сушильная камера – 35 тыс. руб;
- ленточная пилорама – 110 тыс. руб (рис. 15);
- шипорезный станок для торцовки ламелей и нарезки шипов-соединений – 170 тыс. руб;
- торцовочный пресс – 220 тыс. руб (рис. 16);
- пневматический пресс для формирования щита – 180 тыс. руб (рис. 17);
- форматно-раскроечный станок для распиловки пиломатериалов – 200 тыс. руб;
- фрезерно-копировальный станок – 90 тыс. руб (рис. 18);
- шлифовальный станок – 100 тыс. руб (рис. 19);
- вспомогательное оборудование (строительный инвентарь) – 50 тыс. руб.
Итого: 1 155 000 руб.





4. Материальные затраты на сырье
Материальные затраты для запуска производства:
- дуб-пиловочник – 50 м 3 * 6500 руб = 325 000 руб;
- клей – 500 кг * 110 руб= 55 000 руб;
- фурнитура (ручки, петли, защелки) – 30 000 руб.
Итого: 410 000 руб.
5. Зарплата
Для обеспечения деятельности производства планируется нанять следующий штат:
- директор,
- бухгалтер,
- менеджер по сбыту,
- 5 рабочих для обслуживания станков и сборки дверей.
ФОТ – 120 тыс. руб/мес.
Налоги на ФОТ (37,5%) – 45000 руб/мес.
6. Расчет фактической себестоимости продукции
Постоянные затраты (руб/ год):
- зарплата – 1 440 000;
- налоги – 540 000;
- аренда – 500 000;
- коммунальные услуги – 60 000;
- реклама – 120 000;
- амортизация ОС – 52 750
- резервный фонд – 54 255.
Итого: 2 767 005 руб/год.
Материальные затраты на 1 м.п. продукции:
- доска обрезная – 1/8 м 3 * 6500 руб = 812,5 руб;
- клей — 0,4 кг/м 3 * 110 руб/кг = 44 руб;
- стекло матовое декоративное – 0,3 м 2 * 1300 руб = 390 руб;
- фурнитура (ручки, петли, винты, шурупы) – 300 руб;
- шпон натурального дуба 8 м 2 * 64 руб = 512 руб;
- лакокрасочные изделия 0,75л * 180 руб = 135 руб.
Итого: 2193,50 руб
Себестоимость продукции на 1 год работы = (Постоянные расходы: Планируемый годовой выпуск продукции) + Материальные затраты на выпуск продукции
2 767 005 руб/год: 800 м.п + (2193,5 руб * 800 м.п.) = 1 758 258,76 руб
7. Продажная цена, прибыль
При себестоимости 1 м.п. дверей в 2197,82 продажную цену рассчитываем так: 2197,82 + (2197,82 *25%) = 2747,28 руб.Разумеется, продажная цена устанавливается с учетом рыночной стоимости и конкуренции — это минимальный уровень, ниже которого предприятие не должно опускаться, чтобы не терпеть убытков. Годовая выручка: 2747,28 руб * 800 м.п. = 2 197 820 руб.
Прибыль: 2 197 820 — 1 758 258,76 = 439 561,24 руб/год.
8. Рентабельность
Рентабельность продукции = (Прибыль: Себестоимость) * 100% (439 561,24 руб: 1 758 258,76 руб) * 100% = 25%
Окупаемость проекта: 3 года, 4 месяца.

Межкомнатная шпонированная дверь нашего производства – это дверное полотно рамочной конструкции, изготовленное с применением натуральной древесины, древесноволокнистых плит средней плотности (МДФ) и реструктурированного шпона (fine-line), клеевых и лакокрасочных материалов, стекла, крепежных элементов и других материалов и изделий, удовлетворяющих требованиям стандартов и ТУ.
Для производства дверей применяется пиломатериал хвойной породы дерева «сосна» влажностью 7± 1%. Для достижения заданной влажности древесины на предприятии построен и действует сушильный комплекс, состоящий из автономной котельной, четырех сушильных камер с фронтальной загрузкой вместимостью по 50 м 3 каждая. Сушильный комплекс оснащен автоматизированной системой управления процессами сушки. В сушильных камерах установлены реверсивные вентиляторы, системы увлажнения, датчики контроля влажности древесины и воздуха, система кондиционирования. Высушенный пиломатериал выгружается в остывочное помещение, где он остывает в течение 48 часов для снятия внутренних напряжений.
Полученный материал применяется для формирования каркаса дверного полотна.
Конструкция дверного блока
Полотна состоят из:
- каркаса (бруски хвойных пород древесины);
- сотового заполнения (полоски специального картона, склеенные между собой в виде сот и поставленный на ребро);
- вставок под врезку замка (бруски хвойных пород древесины);
- облицовка каркаса (МДФ фанерованная натуральным шпоном);
- внутреннего каркаса — «стеклопакета» из МДФ (для полотен под остекление)
Неостекленные (глухие) полотна изготавливают только с одним наружным каркасом. Остекленные двери имеют внутренний каркас, соответствующий размеру вставляемого стекла и реечное заполнение.
МДФ (MDF-medium-density fiberboard) древесноволокнистая плита средней плотности – это листовой материал, произведенный из древесных пород в экологически благоприятных условиях методом сухого горячего прессования, обладающий повышенной плотностью 850 кг/м. куб.
В МДФ развитая поверхность древесных волокон и сокращенный цикл прессования эффективно сочетаются с прочностью за счет участия связующих веществ в межволоконном взаимодействии. Технология производства дверей МДФ исключает использование вредных для здоровья эпоксидных смол и фенола.
Этот тип полуфабриката отличается высокой экологичностью, а также имеет отличные характеристики компактности, сцепления волокон, а также постоянство геометрических размеров в течение долгого периода времени.
Применение этого материала в производстве дверей позволяет приобретать свойства отличной планарности поверхностей полотна, поверхностной твёрдости и сопротивляемость ударам.
Сотовый заполнитель — это высокотехнологичный материал, используемый для формирования каркаса конструкции. Свое название сотовые заполнители получили благодаря геометрическому подобию пчелиным сотам. Основная задача материала состоит в том, чтобы заполнить пространство между двумя обшивками. Разместив между обшивками сотовый заполнитель, реально увеличивается жесткость конструкции в 100 и более раз – таков эффект разнесения несущих слоев. Таким образом, размещаемые между обшивками соты особо не отягощают конструкцию, ибо легки, но прочность гарантируют. Сотовый заполнитель – самый перспективный на сегодняшний день материал для изготовления сверхлегких и прочных конструкций различного назначения.
Заполнение дверного полотна с использованием сот из картона:
- каркас из бруса (массив);
- облицовочная панель;
- сотовое заполнение.
Конструкция двери с сотовым заполнением значительно облегчает вес полотна, что уменьшает нагрузку на петли, обладает хорошим тепло- и звукоизолирующими свойствами, а также позволяет избежать коробления полотна в процессе эксплуатации.
Натуральный шпон - это тонкие срезы натуральной древесины, которые имеют цвет и фактуру древесины. Неоспоримым преимуществом такого материала в производстве дверей является то, что он сохраняет натуральный рисунок дерева, который не под силу передать никакими современными технологическими ухищрениями. К тому же натуральный шпон долговечен, он не отслаивается и не рассыхается, т. к. наклеен на основу из МДФ.
Облицовывание поверхности шпоном и сборка каркаса полотна производится методом горячего прессования. Далее выполняется форматирование дверного полотна в размер по длине и ширине с последующей заклейкой торцов шпоном.
Для создания индивидуального профиля каждой модели осуществляется фрезерования по заданному шаблоном контуру. Процесс обработки является персональным для каждого типа полотен.
Каждое дверное полотно проходит обработку методом ручного шлифования поверхности абразивными материалами. Нашими специалистами для получения максимально гладкой поверхности была разработана поэтапная система обработки дверного полотна шлифовальным инструментом с разной степенью зернистости.
Отделка покрытия производится специалистами высшей категории вручную лакокрасочными материалами шведского производства «Becker Acroma». Этот двухкомпонентный алкидный лак на органической основе обладает высокой укрывающей способностью за счет высокого содержания сухого остатка и образует прочную и, в то же время, эластичную плёнку на поверхности изделия. Кроме декоративной функции, лаковое покрытие выполняет защитную роль - препятствует разбуханию полотна при слишком высокой влажности помещения и защищает конструкцию двери от пересыхания при низкой влажности.
И к тому же не стоит забывать и о том, что лак также придает поверхности шпонированных дверей более красивый внешний вид. Только после покрытия лаком проявляется окончательный цвет дерева.
На производстве дверей внедрена система идентификации исполнителей операций, что позволяет минимизировать количество бракованной продукции и выявить конкретного исполнителя допускающего нарушение технологического процесса. Маркировка производится на верхней и нижней кромке дверного полотна. Каждое изделие проходит жесткий контроль службы ОТК. В дверные полотна под остекление устанавливают матированное стекло «Бронза», что придает двери свою индивидуальность и завершенность. Остекление производится при помощи эластичных прокладок в количестве шести штук, что исключает колебание стекла и обеспечивает его четкую фиксацию. Благодаря данной технологии остекления, стекло можно без труда извлечь и установить обратно.
Все дверные полотна пакетируются в гофрокартон по периметру и полиэтиленовую упаковку, что позволяет защитить нашу продукцию от внешних воздействий. Вся наша продукция обязательно укомплектовывается паспортом на изделие, с подробным описанием гарантийных обязательств и рекомендаций по хранению и эксплуатации.
Технология изготовления коробочного бруса
Применяемые материалы :
- пиломатериал: сосна, влажностью 8±1%;
- МДФ — 10 мм;
- c. шпон натуральный.
Технология изготовления. Основа коробочного бруса изготавливается из сухого пиломатериала методом торцевого сращивания. При сращивании пиломатериала удаляются пороки древесины: сучки по норме допуска, трещины, синева, гниль и т.д. Клееные заготовки профилируются в заданный размер на четырехсторонних строгальных станках. МДФ нарезается в заданный размер на форматно-раскроечном центре. Применение данного станка обеспечивает необходимую геометрию заготовки. Полоса МДФ приклеивается на клей-расплав на автоматической линии облицовывании погонажных изделий. Полученная «черновая заготовка» проходит обработку на четырехсторонних строгальных станках, после чего на автоматической линии облицовывания погонажных изделий на заготовку наклеивается натуральный шпон. Шпонированный коробочный брус поступает в цех покраски. Где производится окончательная отделка изделий: шлифование, нанесение грунта и финишное покрытие лаком.
Технология изготовления наличника и доборной планки
Наличник выполнен из профилированных МДФ-заготовок окутанных шпоном файн-лайн и имеющих лакокрасочное покрытие идентичное дверному полотну. Упаковывается в полиэтилен. Доборный элемент изготавливается МДФ-заготовок и облицовывается соответствующим шпоном. Упаковывается в полиэтилен.
Производство межкомнатных дверей

Межкомнатные двери являются необходимой частью жилых, производственных и офисных помещений. При выборе дверных полотен и доборных элементов нужно знать, каким образом и по каким правилам они изготовлены, а также понимать преимущества и недостатки материалов, используемых при производстве дверей. Современные производители применяют высокотехнологичное оборудование, которое позволяет выпускать большое количество продукции высокого качества с различными видами покрытия и с современным дизайном.
Технология изготовления межкомнатных дверей
Двери служат для разделения различных функциональных частей помещения и обеспечения шумоизоляции, защиты от посторонних запахов и излишней влаги. Способы изготовления дверных полотен и доборных элементов зависят от материалов, используемых при производстве. Наиболее популярны двери, которые изготавливаются из деревянного массива или сборные на деревянном каркасе. Стеклянные вставки делают полотно частично проницаемым для света и визуально расширяют пространство комнат или коридоров.
Наиболее сложный и многозвенный технологический процесс происходит при изготовлении дверей с использованием деревянных элементов. Дело в том, что лесоматериал, который не прошёл полный цикл предварительной сушки и обработки, подвержен короблению и растрескиванию. Чтобы избежать потерь в качестве конечного продукта, необходимо уделить большое внимание предварительной подготовке древесины с использованием определённых технологических приёмов. Процесс изготовления межкомнатных дверей включает следующие этапы:
-
Лесоматериал (кругляк) сосновых пород распиливается на заготовки с помощью ленточных пил с автоматической подачей брёвен.

Брёвна распиливаются на заготовки необходимой толщины

Сушка пиломатериала производится при воздействии пара и высокой температуры

Из раскроенной на брус заготовки вырезаются дефектные участки

С помощью вертикального пресса получают щитовую заготовку дверного полотна

При окончательной сборке монтируются филёнчатые элементы или остекление
Технологическая последовательность изготовления дверей может быть иной и это зависит от материала, оборудования и дизайна изделия. Например, для дорогих дверей из массива ценных пород дерева не характерно использование шпона и они изготавливаются с применением сложных станков с ЧПУ, а в бюджетных дверях часто используются вставки из гофрокартона и дешёвая плёнка для ламинирования.
Важно отметить, что в заводских условиях фурнитура на двери с симметричным декором обычно не устанавливается, поскольку при монтаже у потребителя изделие может открываться как в левую, так и в правую сторону, соответственно петли и ручки устанавливаются монтажниками по месту.
Видео: изготовление дверей из массива дерева
Правила и нормы производства межкомнатных дверей
Дверные блоки изготавливаются на оборудовании, которое размещается на значительных производственных площадях. К этим помещениям предъявляются определённые требования, как к промышленным объектам, в которые входят склады лесоматериалов, сушилки, обрабатывающий цех, лакокрасочный участок и склад готовой продукции. Каждый производственный участок обустраивается по правилам и нормам, в соответствии с техническими условиями для конкретной задачи. Основными требованиями к производственным помещениям по изготовлению дверей являются следующие критерии:
- наличие свободных подъездных путей;
- в зданиях должна быть обеспечена стабильная температура, влажность, естественное и искусственное освещение;
- должно быть обустроено электроснабжение, отопление, вентиляция, водоснабжение и канализация;
- помещения должны быть оборудованы пожарной сигнализацией, средствами пожаротушения и аварийными выходами;
- на рабочих местах необходимо обеспечение безопасных условий труда;
- лакокрасочные участки должны быть изолированы от остальных помещений и снабжены приточной вентиляцией.
Персонал обязан проходить профессиональную подготовку и обучение по нормам охраны труда, пожарной и электробезопасности, а также проходить внеплановый, повторный и первичный инструктаж на рабочем месте.

Производственное помещение должно быть оборудовано в соответствии со стандартами
Основной нормой для производственного процесса служит технологическая документация, которая опирается на Технические условия для производства ТУ 5361−001−58037723−2015 «МЕЖКОМНАТНЫЕ ДВЕРИ, ПЕРЕГОРОДКИ И ПОГОНАЖНЫЕ ИЗДЕЛИЯ К НИМ». В этом документе изложены требования по конструкции межкомнатных дверей, качеству материала и покрытия лицевой поверхности, а также экологические требования. В нормативах указан порядок приёмки готовой продукции, сертификации и установки гарантийного срока эксплуатации.
Для покупателя важно наличие сертификата, гарантийного срока и соответствия двери, коробки и доборных элементов требованиям технических условий, поскольку это подтверждает качество изделия, и позволяет рассчитывать на длительный срок эксплуатации.
Действующие ГОСТы по производству межкомнатных дверей
Технические характеристики дверей обусловливаются стандартами, которые задают общие технические условия или методы определения физических параметров и габаритов готовой продукции. Многие производители создают изделия по нестандартным размерам, но с неукоснительным соблюдением требований качества. Потребителю может быть интересен перечень регулирующих стандартов, по которым работают производители межкомнатных дверей, а именно:
- Общие требования к деревянным дверям с перечнем нормативных документов устанавливаются ГОСТ 6629–88, а требования к изделиям из дерева изложены в ГОСТ 475–78.
- Варианты конструкций межкомнатных дверей, их типы и размеры указаны в ГОСТ 24698–81.
- Требования к доборам, крепёжным элементам и петлям назначаются ГОСТ 538–88.
- Методы определения звукоизоляции, сопротивления теплопередаче и воздухопроницаемости регламентируются ГОСТ 26602.
- Определение плоскостности дверного полотна осуществляется по стандарту СТ СЭВ 4181–83.
- Методика испытания надёжности изложена в СТ СЭВ 3285–81.
- Сопротивление ударной нагрузке производится по методу, указанному в СТ СЭВ 4180–83.
В сопроводительных документах на готовую продукцию должно присутствовать условное обозначение дверных полотен, например, U05195 VERSAL pat. 1014 dec/oro полотно D3 91х 230 L, которое означает следующие параметры двери:
- артикул − U05195;
- торговое наименование определённой коллекции − VERSAL;
- тип отделки/цвет − pat. 1014 dec/oro;
- название изделия − полотно;
- модель изделия − D3;
- ширина и высота полотна − 91х230;
- вид открывания, левое − L.
Перед тем как заказать двери, необходимо тщательно измерить дверные проёмы, чтобы выбрать нужный типоразмер коробки, полотна и нужное количество доборных элементов. Для межкомнатных дверей существуют стандартные габариты проёмов с соответствующим обозначением по СНиП и такой подход облегчает выбор дверной коробки по таблице.
Таблица: соотношение размеров проёма с размерами дверного полотна
Существующие нормативные документы гарантируют высокий уровень качества продукции, стандартизацию по размерам и соблюдение экологических требований, кроме того, потребитель может определить соответствие, заявленных производителем свойств изделия, качественному и ценовому уровню.
Материал для изготовления межкомнатных дверей
В производстве межкомнатных дверей и перегородок используются современные материалы, которые отличаются экологической чистотой, прочностью, небольшим весом и долгим сроком эксплуатации. К ним относятся металлопластиковые и стеклянные двери, каркасом для которых служит алюминиевый профиль, а заполнителем - пластиковые панели или калёное триплексное стекло с матовым покрытием. Но традиционные двери с деревянным каркасом и вставками из стекла, МДФ-панелей и филёнчатых элементов занимают основную нишу на рынке. При изготовлении такой продукции используются следующие материалы:
- Очищенный от дефектов сосновый пиломатериал с влажностью не более 8%, сращиваемый в шип с помощью клеевого прессования.
- Древесно-стружечные плиты высокой плотности.
- Натуральный шпон из различных пород древесины толщиной 0,6 мм.
- Ламинирующая плёнка, имитирующая древесину ценных пород дерева.

Ламинирующая плёнка придаёт дверям текстуру натуральной древесины

Гофрокартон используется для утепления и шумоизоляции недорогих дверных полотен
Производство недорогих дверей основывается на применении ДСП, ламинирующей плёнки, гофрокартона и МДФ, а в более дорогих изделиях используется массив дерева с фрезерованными элементами, филёнками и вставками из закалённого стекла.
Шестилетний опыт эксплуатации автором статьи шпонированных филёнчатых дверей показывает их значительную надёжность. Но в помещениях с высокой влажностью хотелось бы порекомендовать различные виды ламинированных дверей с дополнительным водостойким покрытием. Через четыре года службы в ванной комнате на внутреннем шпонированном полотне, несмотря на обработку жидким воском два раза в год, появились белёсые разводы и потёки от воздействия пара и конденсата. Возникла необходимость косметического ремонта, поэтому пришлось ошкуривать плоскость дверного полотна, обезжиривать растворителем, покрывать колерующим составом и водостойким лаком в два слоя. В меньшей степени появилась такая же проблема в прачечной комнате, а что касается остальных дверей, то незначительные повреждения шпона и царапины были устранены подклеиванием и обработкой твёрдым, колерованным воском различных оттенков. После такого мелкого ремонта полотна, коробки и доборы приобретают первозданный облик и служат более шести лет. В условиях дачной эксплуатации при летнем проживании покрытые водостойким лаком деревянные двери служат более восьми лет. При этом не происходит коробления и рассыхания в условиях перепадов температур и изменения влажности. Но нужно отметить, что наилучшим вариантом для дачного строительства являются металлопластиковые двери и коробки, которые не меняют свойств и сохраняют геометрию при переменчивых погодных условиях.
Оборудование для производства межкомнатных дверей
Наиболее затратным производством межкомнатных дверей, с точки зрения количества необходимого оборудования, является изготовление изделий из дерева. Фабричная продукция из металлопластика и стекла требует большой численности комплектующих и малого количества станков по раскрою каркасов и обработке стеклянных полотен. Переработка пиломатериалов более насыщена станками, прессами и иной оснасткой. Рассмотрим оборудование, которое применяется для производства деревянных дверей:
-
Пилорамы и ленточные пилы, используемые для раскроя кругляка.

Пилорама позволяет получить из кругляка пиломатериал необходимой толщины

Промышленные сушильные камеры позволяют довести пиломатериал до требуемого уровня влажности и избежать коробления заготовок

Станок предназначен для нарезки шипов на деревянных заготовках

С помощью пневматического пресса производится склеивание дверного полотна

С помощью фрезерных станков производятся фигурные и филёнчатые элементы
Перечень производственного парка может быть расширен по причине применения различных технологических и дизайнерских решений в процессе производства межкомнатных дверей и комплектующих элементов, что положительно сказывается на потребительских свойствах конечной продукции.
Видео: производство межкомнатных дверей
Мы рассмотрели некоторые виды межкомнатных дверей, технологию производства, а также нормативные документы и требования, регламентирующие продукцию этого вида. Для правильного выбора дверей необходимо знать свойства покрытия и материала, из которого они изготовлены. Качественное оборудование и соблюдение технологии производства обеспечивает стойкость к внешним воздействиям и длительный срок эксплуатации изделий. Широкий выбор дизайнерских решений позволяет придать обитаемому помещению индивидуальный облик и неповторимый стиль.
Технология изготовления дверей из МДФ
В современном строительстве плита МДФ уверенно заняла одну из ведущих позиций среди материалов для изготовления мебели, межкомнатных перегородок, наличников, дверных блоков и полотен. Этот материал представляет собой плиту из натуральных древесных опилок средней плотности. Изготовление МДФ заключается в обработке паром под давлением предварительно перемолотых опилок. После окончания этого этапа производства происходит протирка древесины до состояния волокон подобных войлочным дисками дефибрера, формирование из них «ковра», его прессование, сушка и шлифовка.
В результате плита получается достаточно плотной и однородной. Её основными преимуществами становятся
Не существует ни одного строительного материала, в котором не было бы недостатков. Что касается МДФ, стоит отметить тот факт, что целостность конструкции из МДФ при её серьёзном повреждении не может быть восстановлена и подлежит обязательной замене. Кроме того, рассчитывать на длительный срок службы мебели или дверей из МДФ можно только в том случае, когда материал будет изготовлен в полном соответствии с технологическими требованиями и должным образом высушен.
Ключевые отличия в декоративной отделке дверей
Окрашенные двери МДФ
При использовании этого вида декоративной отделки двери могут быть использованы эмали и краски, которые обладают хорошей растекаемостью и эластичностью полученного защитного покрытия. Таким образом удаётся обеспечить изделию прекрасный внешний вид, а также достаточно высокую стойкость к внешним воздействиям (химическим и физическим). Окрашивание в заводских условиях может быть выполнено при помощи автоматического оборудования или вручную.
Шпонированные материалы
Процесс фанерования (или шпонирования) материала заключается в наклеивании на базовую поверхность МДФ декоративного слоя шпона из ценных пород древесины одной или нескольких пород. В результате полученная конструкция приобретает вид изделия из массива, в то же время лишается всех связанных с использованием цельного дерева недостатков: они становятся
Ламинированные МДФ двери
Технология ламинирования заключается в нанесении под давлением на лицевую поверхность плиты МДФ плёнки ПВХ. В зависимости от выбранного отделочного материала удаётся добиться совершенно разных декоративных эффектов: изделие может стать глянцевым или матовым, имитирующим фактуру натурального камня или определённой породы дерева. Помимо декоративных качеств полученной поверхности удаётся обеспечить повышенную стойкость к износу, антистатичность. Ламинированная дверь не выгорает на солнце, не восприимчива к воздействию химических веществ.
Фрезеровка
Очень широко распространена (особенно при изготовлении дверных полотен и мебельных фасадов) фрезеровка материала – его рельефная отделка, предоставляющая большие возможности для новых дизайнерских решений. Для выполнения таких задач на фабриках используются специальные станки с программным управлением.
Двери МДФ и 3D технологии
Сравнительно новой технологией, которая уже стала пользоваться огромным спросом, стали рельефные 3D двери МДФ. Их полотна представляют собой объёмные шпонированные поверхности с сохранённой естественной фактурой дерева. На сегодня это самый дорогой вариант МДФ двери из всех перечисленных, но высокая стоимость в данном случае полностью основана на сложностях технологии и малой распространённости предприятий по их изготовлению.
Подобное производство проходит в несколько этапов:
- разрабатывается проект конструкции полотна (с применением компьютерных технологий создаётся эскиз рисунка),
- изготавливается 3D поверхность: весь процесс направлен на придание исходному материалу заданного рельефа на специальном оборудовании (в некоторых случаях финишная отделка выполняется мастерами вручную);
- финишная облицовка заключается в нанесении специального покрытия, защищающего плиту МДФ от механических и химических повреждений, прямого воздействия ультрафиолета (при этом поверхности можно придать любую фактуру, включая флуоресцентную или «металлическую»).
Двери МДФ: технология изготовления
Межкомнатные двери никогда полностью не изготавливаются из МДФ панелей. При использовании стандартного варианта конструктивного исполнения облегчённого полотна, оно включает в себя:
Спорная экологичность материала
Очень часто настоящим «камнем преткновения» в выборе дверей из МДФ становится вопрос их экологической безопасности. Споров по этому поводу всегда было много. Но если рассматривать этот вопрос объективно, оснований для опасений в данном случае просто нет. Материал изготавливается из отходов деревообрабатывающего производства, но при этом он остаётся той же древесиной, которая используется для изготовления изделий из массива, но подвергнутая измельчению, высокому давлению, прогреву паром, прессовке.
В процессе производства действительно используются такие химические вещества как парафин и формальдегидная смола, обладающая малой токсичностью. Для связки всех компонентов производители пользуются лигнином, который выделяется самостоятельно в процессе нагревания древесины. Для изготовления МДФ просто нет необходимости в использовании фенола или эпоксидных смол, испарения которых являются опасными для здоровья. Поэтому и причин опасаться установки дверей из МДФ нет абсолютно никаких.
Как открыть цех по производству межкомнатных дверей
Популярность межкомнатных дверей у населения сравнима только с пластиковыми окнами. И на первые, и на вторые спрос отличается стабильностью даже в период экономического кризиса. Но так как межкомнатные двери выполняют не только функциональное предназначение (открывать/закрывать доступ в помещение), но и эстетическое – они должны выглядеть эффектно и нравиться покупателям.

Даже если изготавливать двери из экологически чистых материалов (например, массива), но не придать модели презентационный внешний вид – дело, скорее всего, будет обречено на провал.
Что нравится потребителю? Критерии выбора
Ассортимент продукции – важнейшее решение для будущего производства. И определять его следует с учетом потребительских предпочтений.
Основные виды межкомнатных дверей:
Из массива
Дверное полотно изготавливают из ламелей дерева (массив разных пород – от мягких, типа сосны, до твердых дубовых и более ценных). Бруски сращивают с помощью клея и выдержки под прессом, полотно шлифуют, калибруют и лакируют, либо покрывают декоративной отделкой (например, шпоном дорогих пород).
Для дверей премиум-класса возможна более сложная технология: применяется частичное тонирование, мозаичное сращивание, инкрустация, благодаря чему дверное полотно превращается в настоящее произведение искусства.
Деревянные с отделкой шпоном
Двери среднего ценового сегмента. В основе, обычно, недорогая древесина в виде досок, скрепленных в каркас, покрытый шпоном с внешней стороны.
Для пустот используют различные наполнители, например, гофрокартон.
Ламинированные
При ламинировании на каркас-основу из ДСП или МДФ наносится пленка различного цвета и текстуры. Такая технология производства позволяет имитировать различные материалы (и не только дерево), но износостойкость подобных дверей – наиболее низкая среди всех видов;
Пластиковые, алюминиевые и их различные комбинации
Комбинирование таких материалов как пластик и алюминий используется для оснащения нежилых помещений (офисы, медицинские, государственные, образовательные учреждения).
По оценкам производителей, тенденции потребительского спроса можно охарактеризовать так: «от дешевого к дорогому». Сегодня наиболее востребованы шпонированные двери, но с основой не из ДСП, как было ещё пару лет назад, а из древесного массива. Почему?
Причины очевидны:
- надежность – на межкомнатные двери идет довольно большая нагрузка (особенно, если в доме есть ребенок). А цельный массив всегда выигрывает у каркасной конструкции, и шпон из твердых пород дерева защитит полотно лучше ламината и других пленочных материалов;
- шпон однороден по структуре (по сравнению с мебельным щитом), поэтому несложно подобрать максимально похожие двери для разных комнат;
- натуральность материала;
- цена – стоимость дверей из недорогой древесины, облицованной шпоном «вписывается» в категорию среднего ценового сегмента (порядка $250), но прослужат они намного дольше, чем каркасные изделия. Да и при необходимости, такие двери можно реставрировать.
Организационная форма и каналы сбыта продукции
Юридическую форму для бизнеса следует выбирать, предварительно оценив потенциального покупателя.
Здесь есть такие варианты:
- крупный опт – строительные компании и госпредприятия (обычно, действует тендерная основа, которую достаточно сложно выиграть новому игроку на рынке);
- заключение договоров с сетями строительных маркетов и специализированных магазинов;
- реализация через собственные розничные точки;
- дилерская сеть.
На практике, предприятие, занимающееся изготовлением межкомнатных дверей, редко ограничивается одним вариантом сбыта – для увеличения продаж следует разрабатывать все доступные «каналы».
Поэтому оптимальной организационной формой будет юридическое лицо – ООО (с ИП многие строительные фирмы и супермаркеты просто не сотрудничают).
В видах деятельности необходимо указать следующие коды:
- 20.30.1 Производство деревянных строительных конструкций и столярных изделий;
- 51.53.24 Оптовая торговля прочими строительными материалами.
Лицензия на производство межкомнатных дверей не требуется. Но если вы планируете в качестве дополнительных услуг предоставлять установку, учтите, что без специального разрешения допускается монтаж дверных полотен только на место уже существующих проемов. Если же проект предусматривает расширение или любое другое изменение проема – тогда необходима соответствующая строительная лицензия.
Технология производства межкомнатных дверей
Рассмотрим полный технологический цикл производства межкомнатных дверей из древесного массива с облицовкой шпоном.
1. Производственный цикл начинается с распиловки древесины (бревен) на высокоточных ленточных пилорамах, что обеспечивает минимальный уровень брака.

2. После – доски поступают в специальное место – сушильный комплекс, оборудованный камерами с механизированной загрузкой. Процесс сушки завершается контролем влажности в материале.

3. Затем доска распускается на отдельные бруски (ламели) требуемого сечения. Из ламелей удаляются все дефекты – материал с сучками, неровностями, которые могут влиять на качество будущей двери.

4. На специальной линии сращивания осуществляется склеивание бездефектных заготовок по длине в мебельный щит. Прочность дверного полотна обеспечивается за счет клеевого шипового соединения отдельных заготовок. Склеенные брусья обрабатываются с четырех сторон на фрезерных станках до требуемого сечения.
5. Склеивание ламелей по ширине, для изготовления полотен и отдельных элементов дверей, осуществляется в вертикальных прессах. На стадии этой операции строго контролируется перпендикулярное расположение волокон в соседних брусьях, что гарантирует высокую стойкость будущих дверей к различным деформациям в процессе эксплуатации.

6. Для придания несущим конструкциям двери высокой жесткости и стабильности форм, дверное полотно покрывают шпоном, изготовление которого происходит на отдельной технологической линии.
7. Для производства шпона используются цельные бревна, которые предварительно пропаривают (в запарной камере в течение 3-х суток), а затем – центрируют и ошкуривают на корообрезочном станке, чтобы избавить от коры и лубяного слоя.

8. Следующий этап – круговая обрезка . Бревно постоянно вращается, а станок снимает с него тонкий слой шпона, толщиной всего в 0,6 см. Со среднего бревна получается около 134 линейных метра шпона.

9. Затем шпон разворачивается и разрезается на листы. Листы с одинаковым узором волокон укладываются в стопку. Из них отбираются впоследствии части для внешней облицовки двери.
10. Для придания двери особой износоустойчивости, используют три слоя шпона (в эконом варианте – заменяют на МДФ или ДСП с одним слоем шпона).
Для этого клей наносят с двух сторон на средний слой листа шпона, и отправляют под горячий пресс. Здесь, при температуре более 100 C, средний лист плотно приклеивается к двум другим. Через полторы минуты клей застывает, образуя высокопрочный верхний слой-фанеру для дверного полотна. Такую отделку изготавливают из самых разных древесных пород (березы, дуба, бука, ясеня и других).

11. Шпонированную фанеру наносят на склеенное из ламелей дверное полотно, и помещают под холодный пресс на 30-40 минут, пока сохнет клей. Дальше – все составляющие конструкции двери шлифуются и проверяются на соответствие, чтобы в дальнейшей сборке исключить наличие недопустимых зазоров или перепадов.

12. Следом происходит замер длины/ширины изделия. Дверь отправляется на станок, который снимает фаску и обрезает края по заданным размерам. На следующем станке – выдалбливаются пазы для петель.

13. Вырезается отверстие для дверной ручки.

14. Затем, изделие шлифуется и покрывается лаком, сушится. Все части конструкции собираются в одно целое, комплектуются фурнитурой, упаковываются и отправляются на склад.

Нормативные документы и сертификация межкомнатных конструкций
Межкомнатные двери законодательно не подлежат обязательной сертификации, но наличие документа, подтверждающего знак качества и соответствие нормам, значительно поднимает уровень производителя в глазах покупателя, формирует положительный имидж компании.
А для того, чтобы двери прошли все проверки, необходимо придерживаться рекомендаций и требований, указанных в:
- ГОСТ 475-78 – Двери деревянные. Общие технические условия;
- ГОСТ 28786-90 - Двери деревянные. Метод определения сопротивления воздействию климатических факторов;
- ГОСТ 26602.3-99 - Блоки оконные и дверные. Метод определения звукоизоляции;
- ГОСТ 26602.2-99 - Блоки оконные и дверные. Методы определения воздухо- и водопроницаемости;
- ГОСТ 26602.1-99 - Блоки оконные и дверные. Методы определения сопротивления теплопередаче;
- СТ СЭВ 3285-81 - Двери деревянные. Методы испытания надежности;
- СТ СЭВ 4181-83 - Двери деревянные. Метод определения плоскостности;
- СТ СЭВ 4180-83 - Двери деревянные. Метод испытания сопротивления ударной нагрузке
Сырье для изготовления межкомнатных дверей
В производстве межкомнатных деревянных дверей можно использовать готовые материалы (мебельный щит, фанеру, МДФ, шпон) или заготовки (доску обрезную, цельные бревна). Первый вариант значительно упрощает технологию. Второй – снижает себестоимость и увеличивает прибыль, но требует больших капиталовложений. Поэтому позволить себе полный технологический цикл могут только крупные фабрики, ориентированные на массовое производство межкомнатных дверей.
Предприятия среднего и малого бизнеса предпочитают наращивать мощности, используя в качестве сырья готовые материалы. А после окупаемости первоначальных вложений и при возможности расширения – открывать отдельный цех по производству мебельного щита, шпона и других материалов в непосредственной близости от места лесозаготовок.
Помещение для производства межкомнатных дверей
Основные требования к производственному цеху – сухость (обязательное условие для хранения материалов, продукции и работы с деревом), наличие отопления и всех необходимых коммуникаций, трехфазная сеть, подъездные пути для транспорта.

Размеры цеха варьируются в зависимости от объемов производства и полноты технологического цикла. Если для предприятия по изготовлению дверей из обрезной доски потребуется площадь не менее 400 м 2 , то для малого производства из готового мебельного щита будет достаточно и 100-120 м 2 .
- отапливаемый склад для первичной сушки древесины;
- производственный цех;
- отдельное помещение для нанесения лакокрасочного покрытия;
- место для сборки и хранения готовой продукции.
Расчетный бизнес-план
1. Аренда помещения
Для производства межкомнатных дверей из натуральной древесины (дуб, сосна) с облицовкой шпоном различных пород дерева предприятием (ООО на общей системе налогообложения) арендовано производственное помещение, площадью 450 м 2 .
2. Планы на объемы производства
Планируемый выпуск продукции: 800 п.м/год
Пути реализации:
- через собственный склад-магазин;
- через сеть строительных супермаркетов;
- на договорной основе с строительными фирмами-подрядчиками.
3. Капитальные затраты
Оборудование для производства дверей из массива:
- сушильная камера – 35 тыс. руб;
- ленточная пилорама – 110 тыс. руб (рис. 15);
- шипорезный станок для торцовки ламелей и нарезки шипов-соединений – 170 тыс. руб;
- торцовочный пресс – 220 тыс. руб (рис. 16);
- пневматический пресс для формирования щита – 180 тыс. руб (рис. 17);
- форматно-раскроечный станок для распиловки пиломатериалов – 200 тыс. руб;
- фрезерно-копировальный станок – 90 тыс. руб (рис. 18);
- шлифовальный станок – 100 тыс. руб (рис. 19);
- вспомогательное оборудование (строительный инвентарь) – 50 тыс. руб.
Оборудование для производства МДФ дверей

Производство дверей из дерева и материалов, изготавливаемых из него, является одним из самых перспективных вариантов - как для большого, так и для малого бизнеса. Для того чтобы открыть такой цех, придётся не только приобрести перечень необходимого оборудования, но и ознакомиться со всеми производственными нюансами.
Опираясь на видео в этой статье, мы обсудим, как осуществляется изготовление МДФ двери; рассмотрим, с помощью каких механизмов выполняются определённые технологические операции; и расскажем, какими вообще возможностями обладает тот или иной станок или инструмент.
Чтобы получить качественные изделия
Если предприятие занимается производством межкомнатных дверей, то не стоить ориентировать его только на работу с деревом, или только с МДФ. Тем более что большинство дверей являются комбинированными: каркас сооружается из сосновых брусков, и только потом он обшивается листовым материалом. А вообще, для успешной реализации продукции, необходим обширный ассортимент, охватывающий разные ценовые диапазоны.
Поэтому, производитель должен предлагать покупателю и дешёвые двери без декоративного покрытия, и элитные, из натуральной древесины, и золотую серединку в виде ламинированных и шпонированных изделий (см. Двери шпонированные: что это и как делается). Облегчает задачу тот факт, что оборудование для производства МДФ дверей, с тем же успехом используется и для изготовления дверей из массива дерева. Поэтому, список станков и приспособлений, который мы представим в ходе нашей статьи, будет общим.
Подготовка материала
Обрезная доска и брус, используемые в дверном производстве, обязательно должны проходить процедуру сушки. Существует несколько способов уменьшения влажности древесины, и самый простой из них – естественный.
Но он требует много времени, поэтому на производствах для этой цели используют сушильные камеры. Это стационарный бокс с системой вентиляции, в котором поддерживается температура от +40 до +100 градусов.
- Сначала, при работающем вентиляторе пиломатериал прогревается паром , а потом температура постепенно доводится до нужного режима. Так как конструкционные особенности сушильных камер могут отличаться, принцип работы с ними определяет инструкция производителя.
- Время прогрева зависит от породы древесины , а суть сушки состоит не только в нормализации влажности, но и в снятии напряжений с её внутренних волокон. По достижении необходимого процента влажности, дерево не сразу вынимают из камеры, а выдерживают в ней ещё до трёх часов. Если в производстве использовать плохо высушенный материал, изделия будут деформироваться.

- Стоимость сушильной камеры зависит от её ёмкости, и минимум это 2 млн. руб . Такими средствами располагает не каждый, поэтому некоторые умельцы изготавливают их своими руками. Выделяют для этого помещение, поверхности которого качественно утепляют, изолируют с помощью фольги пар, устанавливают вентилятор и обогревательные элементы. Нередко для этой цели используют инфракрасную плёнку для тёплых полов, так как она очень экономична в плане потребления электроэнергии.
Если есть желание, информацию на эту тему можно легко найти в интернете. Главный вопрос, который при этом нужно будет решить – это способ загрузки в камеру древесины. Обычно это, как на фото, тележка на рельсах, но можно использовать и вилочный погрузчик. Ну и, конечно, следует позаботиться о противопожарной безопасности.
Оборудование для калибровки и раскроя материала
Понятно, что древесина, используемая для изготовления дверей, должна быть откалиброванной – то есть, она должна иметь чёткие геометрические размеры. Поэтому после сушки, пиломатериал обрабатывают на четырёхстороннем строгальном станке, который способен обработать заготовку сразу со всех сторон. При проходе бруска через него, четыре фрезы не только выравнивают поверхности, но и вскрывают дефектные места.
Станки многопильные
Предприятие, имеющее в своём распоряжении многопильный станок, может значительно повышать производительность. Такое оборудование позволяет, с целью снижения затрат, закупать не готовую обрезную доску, а круглый лес, и распиловывать его самостоятельно на доску и брус.
Возможности данного станка позволяют массово изготавливать погонажные заготовки, в том числе и из листового и плитного материала: фанеры, ДСП, ДВП, МДФ, мебельного щита.
Обратите внимание! Станки с многопильной системой подходят как для продольной обработки, так и для поперечной. В зависимости от разновидности агрегата, в нём может быть предусмотрено до двух десятков пил. Их компоновка стандартная, и очень похожа на пилораму, но в отличие от многопильного станка, на пилораме одновременно несколько заготовок не сделать.
- Кроме того, заготовки, пропущенные через многопильный агрегат, отличаются большей геометрической точностью. Все его рабочие элементы расположены на станине, а в некоторых моделях предусмотрена ещё и линия подачи материала, представляющего собой роликовый транспортёр.
- Блок подачи материала приводится в действие электродвигателем, и состоит из валов с шипами, обеспечивающих равномерное перемещение заготовок. Распиловочный узел может состоять как из нескольких, так и из одного вала, на котором установлены круглые пилы. Они, кстати, могут располагаться не только в вертикальной плоскости, но и горизонтально.
При необходимости, многопильный станок комплектуют с фрезеровальным механизмом, необходимым для обработки торцов, а так же установкой для обрезки кромок. Комплектация станка может варьироваться в зависимости от параметров изделий, которые требуется получить.
Станки для торцовки
В работе с любым длинномерным материалом, невозможно обойтись без торцовочных пил. В небольшом цеху плотники могут пользоваться и ручными вариантами, но при больших объёмах работ нужен станок.
Торцеванием называют поперечный распил древесных материалов, с помощью которого заготовке придаётся форма прямоугольника и получается заготовка определённой длины.
- Когда на предприятии есть сушилка, то один торцовочный станок может быть установлен на площадке, где сортируется сырой материал, а второй используется для раскроя уже откалиброванного бруса или доски. У такого оборудования достаточно большие возможности.

- Кроме подрезки торцов это деление заготовки на 2 части; определение участка с дефектом, который при распиловке автоматически удаляется; вырезание заготовок определённой длины. Все эти операции могут выполняться станком как одновременно, так и поочерёдно. Тут многое зависит от комплектации станка, его настройки, а так же поставленной задачи.
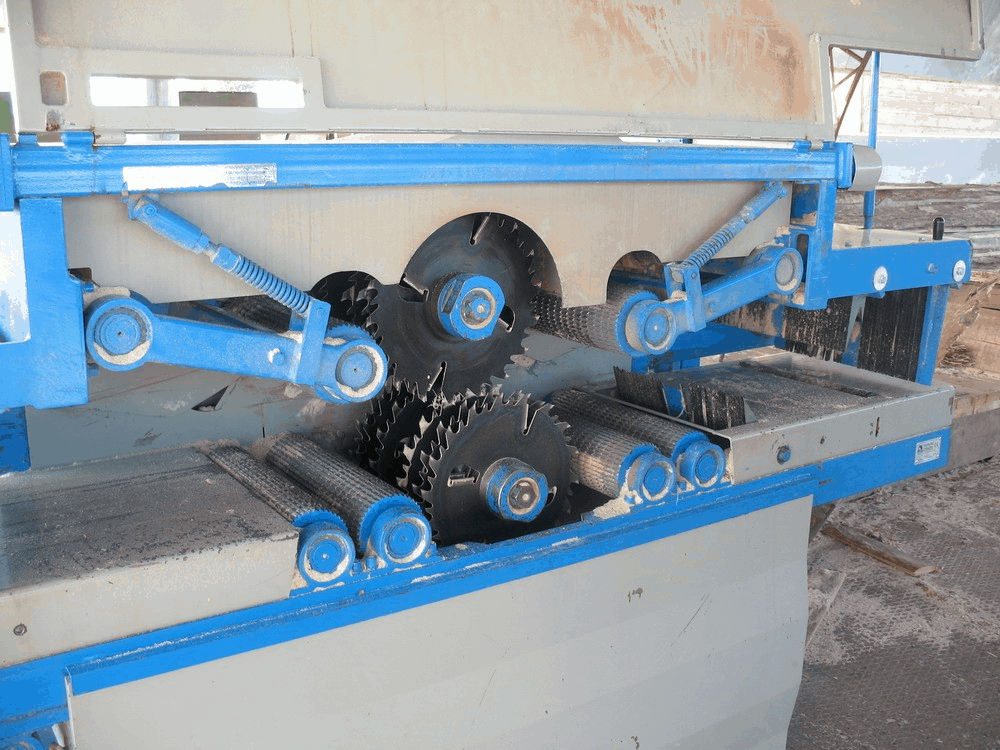
- Как и в многопильных станках, здесь используют круглые пилы с зубьями, выполненными из твёрдых сплавов. Однако у них другой угол заточки, так как древесину приходится резать поперек волокон. Пила с правильными зубьями режет материал, как по маслу, а не рвёт или мнёт его.

- Так как цикл поперечной резки имеет периодический характер, подвижные части станка не успевают сильно нагреваться, поэтому механизм работает исправно длительное время. Единственно, для удобства работы, торцовочный станок должен иметь удобное приспособление для подачи заготовок. Обычно это либо транспортёр, либо рольганг - роликовый стол, цена которого, в зависимости от длины, варьируется в пределах 16000-25000 рублей.
Чтобы при распиловке не было расхождения между требуемыми и фактическими размерами изделий, все измерительные приборы на станке, а так же линейка упора на рольганге, должны периодически проверяться и корректироваться. Для получения максимально точных параметров, современные торцовочные станки оснащаются оптическими приборами, которые так же необходимо время от времени выверять.
Форматный раскроечный станок
При работе с листовым древесным материалом, коим является МДФ, нельзя обойтись и без станка для форматного раскроя. На нём производится распил по прямой или под углом: обрабатывается как длинномерный, так и плитный материал, а так же можно резать сразу целую стопку плит по единому шаблону.
- Сделать это посредством любых других станков или инструментов если и можно, то потребуется затратить немало времени и усилий, что для массового производства столярных изделий просто неприемлемо. А вообще, эффективность производства во многом зависит от общей функциональности станков для форматного раскроя.
- Все они профессиональные, и делятся на три категории. В первой группе находятся наиболее простые модели эконом класса, с небольшими габаритами, и без дополнительного оснащения упорами, линейками и прижимами. Подобные станки могут работать не более пяти часов кряду, и рассчитаны на относительно небольшой объём – идеальный вариант для маленькой частной мастерской.

- Ко второй категории относятся станки средней мощности, которые могут работать полную смену (не менее 8 часов), и обеспечены всеми необходимыми приспособлениями и узлами. В том числе, они могут быть оснащены устройством для отсоса пыли. Ну а третий вариант – это промышленные станки, которые имеют наиболее прочную конструкцию, полную комплектацию, электронную схему управления, и способны работать на протяжении двух рабочих смен.
- Основой любого станка является станина, на которой крепятся все рабочие механизмы. Чем она жёстче и тяжелее, тем меньше вибрация и выше точность реза. На станине закреплены два пильных диска. Впереди располагается подрезной диск - он имеет меньший диаметр, а его функция заключается в подрезании верхнего (облицовочного) слоя на заготовке.

- Окончательно распиливает материал основной диск, от размера которого зависит глубина реза. Такое расположение дисков позволяет производить качественный рез, с ровными краями и без сколов. У форматного станка есть три рабочих стола: один подвижный, по которому лист МДФ полного формата подаётся на раскрой; второй опорный, который должен поддерживать отрезанные части. Третий, неподвижный стол, на котором, собственно, и закреплён пильный узел, является основным.
Чтобы выпилить на таком станке заготовку, лист кладут на подвижный стол, который перемещается по направляющим кареткой. С помощью упора отмеряют нужную длину, и запускают пильный механизм. Как только он наберёт обороты, путём сдвижки стола лист подают к пильному узлу, и отрезают фрагмент. Из настроек в форматном станке: только глубина и угол реза.
Оборудование для фрезеровки и нарезки шипов
Без фрезерного станка невозможно представить никакую столярную мастерскую, ведь нарезка профилей, пазов, объёмные рельефы, криволинейные резы большого радиуса, и даже гравировка по дереву, выполняется механизированным способом.
Разница только в том, что фрезеровочные станки, используемые в том или ином случае, несколько различаются по конструкции. Существует шесть разновидностей съёмных инструментов, применение которых обусловлено необходимостью получения того или иного вида обработки.
- Таким образом, станок для фрезерования древесины можно считать универсальным механизмом. Высоту фрезы, располагаемой на подвижном вертикальном валу, можно регулировать. А вот положение детали, подвергающейся обработке, ограничивается посредством упоров и направляющих.

- В небольшой мастерской можно обойтись и ручным фрезером, вариант которого представлен выше, а вот для массового производства столярных изделий, используют станки с программным числовым управлением. Производители предлагают огромный ассортимент подобного оборудования, которое имеет самые разные характеристики, и управляется операционными системами.
- С фрезером на вертикальном валу можно зенковать, то есть, получать конические отверстия; растачивать их; выбирать пазы. С помощью таких станков обрабатывают кромки заготовок, изготавливают рамки. А вот зеркально-симметричные, или абсолютно одинаковые фигурные заготовки: царги, филёнки (см. Филенка двери: как изготовить и установить), невозможно изготовить без фрезерного станка копировального типа.
- Дверная коробка чаще всего собирается шиповым способом. Шипы на торцах заготовок, а так же выемки под них (проушины), можно получить только с помощью шипорезного станка. В нём рабочими механизмами так же являются фрезы и пилы. Так же, как и прочие фрезерные станки, шипорезные агрегаты могут быть оснащены ЧПУ, и управляться микропроцессором.

- Во всяком случае, выполнить овальный или круглый шип можно только на таком оборудовании. Кроме нарезки шипов, на станках с программным управлением можно производить обгонку периметра полотна двери, обрабатывать калиброванный листовой материал, сращивать бруски по длине, что бывает необходимо для изготовления щитовых дверей.
Обратите внимание! Кроме основных деревообрабатывающих станков, о которых говорилось выше, в дверном производстве понадобится и дополнительное оборудование, с помощью которого производят отделку готовых полотен и погонажных изделий.
- Это и гидравлический пресс, с помощью которого производится оклейка дверной МДФ-обшивки шпоном, и кромкооблицовочный станок, посредством которого узкие полоски шпона клеят на торцы полотен. Сюда можно отнести и покрасочную камеру, и пресс для склейки брусков, и плоскошлифовальный станок, и упаковочный станок – а иначе как транспортировать изделия?
Как видите, список оборудования достаточно большой, и понятно, что для того чтобы оборудовать столярный цех, нужно изрядно потратиться. Но не стоит забывать вот о чём: наличие станков и необходимых инструментов ещё не гарантирует качественный результат. В конечном счёте, всё зависит от профессиональной компетенции людей, работающих на этом оборудовании.
Разделы статьи:
Нередко, выбирая из широкого ассортимента дверных конструкций человек не может подобрать идеально подходящую по всем параметрам дверь. Многие в результате останавливают свой выбор на одной из самых функциональных моделей. Иные же решают произвести изготовление деревянных дверей, полностью отвечающих требованиям владельца, самостоятельно.
Несомненно, наличие навыков работы плотника является существенным преимуществом. Однако, при желании даже человек без подобного опыта путем стараний, импровизации и с помощью некоторых инструкций способен изготовить необходимую конструкцию.
Материал для работы
Популярным и недорогим материалом, пригодным для изготовления двери, являются пиломатериалы из деревьев сосновых пород. Использование ели нежелательно, поскольку структура дерева достаточно нестабильна и при обработке образуется большое количество сучков и сколов.

Изготовление красивых и ровных дверей из соснового дерева подразумевает, в первую очередь, правильный выбор и технологию подготовки досок. Необходимо выбирать пиломатериал ровной структуры, без явных сколов и изъянов. На цвет досок также необходимо обращать внимание. Наличие некоторой синевы на поверхности досок является прямым свидетельством грубых нарушений в технологии хранения. Использование таких досок весьма нежелательно, поскольку вскоре в них начнутся процессы гниения.
Технология просушки досок
Для абсолютной уверенности в качестве используемого материала, а в последующем и всей конструкции двери, после покупки доски необходимо дополнительно просушить. Это необходимо сделать даже если их внешний вид идеален. Для этого, каждая из досок укладывается на прокладку, разделяющую бруски так, чтобы они не соприкасались друг с другом в теплом помещении с пониженной влажностью.

Изготовление деревянных дверей с применением таких манипуляций необходимо для удаления излишней влаги, обязательно находящейся внутри древесных волокон. Если упустить этот этап, в материале будет расти плесень, которая впоследствии разрушит изготовленную из таких досок дверь.
Место для просушки древесины должно отвечать следующим параметрам:
- Температура воздуха не ниже 25°C;
- Невысокий уровень влажности;
- Хорошая проветриваемость.
При таких условиях этап просушки занимает около 1,5-2 месяцев. Однако, этот процесс можно значительно ускорить путем использования специальных камер. В таких помещениях температура воздуха нагнетается до отметки около 50°C, но при этом нельзя превышать данное значение.
Производство деревянных дверей с нарушением технологии и превышением допустимого температурного режима в ходе просушки повлечет за собой вытекание из дерева смолистых веществ, основной функцией которых является скрепление волокон древесины.

Камера для сушки может быть обустроена в любом подходящем по параметрам месте, будь то гараж, склад или сарай. В процессе подобной сушки, пиломатериалы укладываются таким же способом, как и при просушке без обогрева воздуха.
Необходимые инструменты и материалы
Для изготовления качественной конструкции, позволяющей эффективно поглощать шумы и защищать от холода, необходимо иметь следующие инструменты:
- Комплект просушенных досок;
- Листы ДВП;
- Материал для изоляции;
- Столярный клей;
- Рулетка;
- Уровень;
- Рубанок;
- Стамеска;
- Дрель;
- Молоток с гвоздями и саморезы;
- Наждачная бумага;
- Фрезер;
- Дверные петли.
Как предписывает технология изготовления деревянных дверей, одну из сторон полотна необходимо сделать полностью ровной и обклеить ДВП с последующей укладкой утеплителя.
Изготовление полотна
Исходя из внутренних размеров дверной коробки рассчитываются габариты будущей двери. Кроме этого, важно определить размеры зазоров сверху и снизу. Когда замеры сделаны, необходимо из листа ДВП вырезать прямоугольник, повторяющий форму и размеры будущей двери. В процессе изготовления необходимо особое внимание уделить углам. Их размеры должны составлять ровно 90°.

Для стандартной коробки с габаритами 200*90см необходимо обстругать 2 доски до толщины в 50 мм и ширины в 110 мм. Поскольку для осуществления свободного хода двери необходимы зазоры, полотно следует обстругать до размеров 192*82 см. Для входной конструкции зачастую применяются филенки в количестве 5 штук. Это позволяет использовать цельные отрезки пиломатериалов.
Далее необходимо обрезать 2 доски по 192 см длины и 4 штуки по 72 см. Кроме этого, необходимо учитывать шпильки размерами в 50 мм с каждой из сторон. При производстве деревянных дверей лучше всего использовать строго симметричное расположение филенок. Однако, при необходимости создания дверей с ассиметричными формами закрепление деталей будет производиться в необходимом для этого месте. Такая структурность не повлияет на функциональность изделия. Но не стоит забывать о пазах в 50 мм.
При проверочной сборке деталей, в случае полного совпадения элементов и отсутствия щелей в пазах выполняется сборка конструкции с проклеиванием. В случае необходимости дополнительного укрепления конструкции в месте стыков можно вбить чопики шириной в 10 мм. После высыхания клея необходимо произвести выравнивание конструкции до абсолютной гладкости.
При производстве деревянных дверей для закрепления филенок необходимо выбрать подходящий материал, вполовину тоньше основного.
Изготовление филенок
Данные элементы выпиливаются из цельной древесины. Филенка должна плотно заходить в паз, не оставляя при этом никаких щелей. Одна из сторон должна быть абсолютно гладкой. Другая, по желанию, может быть украшена резьбой или любым иным способом. Филенки, во избежание последующей деформации листа ДВП, при установке должны располагаться на одном уровне с основной поверхностью.

После проверки точности соотношения всех параметров, филенки закрепляются с помощью саморезов, которые размещают под углом со стороны последующей накладки листа ДВП. Для придания эстетичности готовое изделие покрывается лакокрасочными материалами или морилкой.
Монтаж петель
Следующим этапом того, как делают двери своими руками из дерева, является установка петель. Одними из самых популярных являются изделия полушарнирного типа. С их помощью дверь устанавливается путем насаживания петель двери на ось сверху в открытом положении.

Изначально производится разметка петель на торце полотна и коробке. Сами петли крепятся к полотну при помощи подходящих по размеру саморезов. В случае возникновения перекосов, необходимо произвести корректировку положения петель. В противном случае конструкция будет подвержена самостоятельному открытию или закрытию.
Утепление
В большинстве случаев производство деревянных дверей подразумевает так же их утепление и обеспечение шумопоглощающих свойств. Для достижения такого эффекта возможно применить внешнюю обивку изделия. Это осуществляется путем проклейки полотна ДВП слоем поролона, отступая при этом от каждого края по 10 мм. Впоследствии на эти свободные полосы будет прибиваться декоративный внешний материал. Однако, такой вариант подходит больше для входных дверей.

Утепление межкомнатного полотна проще всего осуществить путем наполнения пустот под листом ДВП слоем ваты или поролона.
Успех того или иного бизнеса, обусловлен, прежде всего, популярностью выпускаемой продукции у широких слоёв населения. К наиболее перспективным направлениям можно отнести изготовление и монтаж пластиковых дверей и окон; производство всех видов деревянных и металлических дверей, а так же декоративных накладок на них; изготовление ворот, дверей для гаража.
Как организовать подобный бизнес, каким образом производится выбор оборудования и материалов, какое количество и какой квалификации персонал необходимо привлечь?
Опираясь на видео в этой статье с тематикой «Техника изготовления двери», мы обсудим многие вопросы, касающиеся дверного производства. В самой статье будет представлено немало полезной информации, которая пригодится так же и тем, кто взялся за изготовление двери своими руками.
Для организации бизнеса, первоочередное внимание необходимо уделить ассортименту выпускаемой продукции, который очень важен для любого производства. Естественно, что при его определении следует учитывать потребительский спрос. Изготовление комнатных дверей из массива дерева и МДФ – это беспроигрышный вариант.
При всём обилии предложений производителей, занимающихся выпуском стеклянных и , которые тоже устанавливают в квартирах, конкурировать с дверями деревянными они не могут. В первую очередь, в этом повинна их более высокая стоимость. Тем более что при желании, человек может .
Ассортимент современной столярки
Если говорить о предприятии производства окон и дверей, то нельзя не отметить такой факт. Кроме основного ассортимента, размеры которого ориентированы исключительно на государственные стандарты, цеха изготавливают так же двери по размерам и эскизам, представленным заказчиком.
- Работая с натуральной древесиной, покупателю можно много чего предложить дополнительно. Это и резьба, и позолота, и покрытие из цветного лака или воска, инкрустация, а так же изготовление 3D дверей, один из вариантов которых вы можете видеть на заглавном фото.
- Многие производители выпускают эксклюзивные серии дверей, выполняемых в определённом стиле: античном, итальянском, кантри, французском. Можно так же изготовить двери согласно дизайн-проекта на отделку дома или квартиры, разработанного дизайнером.

Обратите внимание! При недостаточном объёме выпускаемой продукции, цех, работающий с массивом древесины, можно ориентировать на производство декоративных наличников, карнизов и сандриков, ставней на окна. Предприятие может расширить свой ассортимент и за счёт изготовления садовой и домашней мебели — и даже принимать заказы на оформление интерьеров деревом.
- Но основным направлением, конечно же, должно быть производство дверей входных и межкомнатных. Подобная продукция всегда пользуется спросом, и тут главное предложить потребителю не только оптимальную цену, но и разнообразные варианты лицевой отделки.
- Ориентироваться нужно не только на одинарные, но и на полуторные и двухполотенные двери. Ведь изготовление двухстворчатых дверей своими руками – дело нелёгкое, и человек, которому нужна именно такая дверь, в любом случае обращается к производителю.
- Успешную реализацию продукции в розничной торговой сети, обеспечивает не только, и не столько внешний вид изделия, сколько его соответствие стандартам. Что толку в красивой двери, если она не становится в проём? Так что, изготовление и монтаж дверей является делом ответственным, требующим не только творческой фантазии, но и геометрической точности.

- Двери, изготавливаемые из массива дерева, стоят недёшево, а в ассортименте обязательно должны быть изделия эконом-класса. В производстве таких дверей используется МДФ, а так же сосна — как самое доступное по стоимости, и недорогое дерево. При изготовлении бюджетных дверей, эти два материала часто комбинируют.
- В каркасно-щитовых дверях обвязка полотна может быть выполнена из сосновых брусков. Чтобы дверь была лёгкой, рамку заполняют специальным сотовым материалом, представляющим собой прессованный гофрокартон, либо оргалит.
Чтобы придать такому полотну надлежащий вид, используют более дешёвый, чем натуральное дерево листовой материал: ДВП, ДСП, фанеру, МДФ. Полотно обшивают, затем ламинируют или облагораживают шпоном (см. ).
Из МДФ, кстати, можно изготовить накладки на двери, а так же филёнки. Причём, дешёвые двери могут быть выполнены из необлагороженного материала, и предназначаться под покраску.
Виды конструкций из массива
Изготавливаются двери из разных пиломатериалов. А правильно выбранная технология обработки конструкции, позволяет получить качественное изделие при небольшой стоимости.
Для производства полотна двери из массива используются:
- Фанера . В этом случае тонкие листы древесины склеиваются на прессе синтетическими смолами. Плюсы конструкций: прочность, стойкость к механическим воздействиям, долговечность, низкая стоимость. Минус изделий — использование клеевого состава на основе смолы;
- Цельная доска . Это самый дорогостоящий вид, требующий постоянного ухода за дверями и своевременной их обработки.
- МДФ . Изготавливаются из отходов пиломатериалов, переработкой и прессованием на специальном станке. Плюсы материала: оптимальные размеры изделия, толщина полотна может быть от 4 до 22 мм, высокая твердость, влагостойкость, не деформируется. Минус – использование при изготовлении смолосодержащих клеевых составов, выделяющих фенолфталеин.
На качество двери из массива оказывает большое влияние вид древесины, используемой для ее изготовления.
Сорта дерева
В таблице представлены наиболее часто используемые для изготовления дверей, породы древесины и ее особенности:
| Порода древесины | Особенности |
|
|
Основное преимущество дверей из сосны — доступная стоимость. Недостатки таких дверей:
|
|
|
Основное преимущество дверей из ольхи — высокая стойкость к влаге. Помимо этого:
|
|
|
Это прочная, твердая и достаточно тяжелая порода древесины, используется для изготовления сравнительно недорогих дверей. Достоинства ореховых конструкций: очень красивая и оригинальная структура, которой можно придавать любой цвет. Помимо этого, орех можно отлично полировать, в этом отношение материал не подлежит сравнению ни с каким другим деревом. |
|
|
Это самые дорогие, среди подобных, изделия. Конструкции:
|
|
|
Двери из мербау по внешнему виду напоминают сосну, но качество их лучше.
|
|
|
Кленовое полотно имеет красноватый или светло желтый оттенок. При усушке материал не растрескивается, дает небольшую усадку. Это достаточно прочная конструкция, которая не боится механических воздействий.
Приобретая дверь из клена, следует иметь в виду, что древесина изменяет свой цвет при падении его под разными углами. |
|
|
Осина с оранжевым оттенком в любом дизайне смотрится богато. Материал не боится влаги. Механической отделке поддается плохо, из-за большой плотности материала. |
|
|
Двери из ясеня отличаются необычно ярким рисунком древесины. Цвет изделия — от белесо-желтого, до медового. По прочности и долговечности конструкции аналогичны дубовым. Но отличаются мягкостью, что облегчает работу с полотном.
При высыхании двери растрескиваются минимально. Хорошо переносят перепады температуры. |
|
|
Цвет бука розоватый, светлого оттенка. Древесина твердая, сложно поддается обработке. Практически не впитывает влагу.
По прочности и внешнему виду не уступает дубу, как видно на фото. |









Двери из массива можно изготавливать практически из любой древесины. Используя современные средства, многие производители, придавая недорогой древесине определенный цвет, выдают изделие из ценных пород. На глазок определить породу дерева невозможно.
Совет: Приобретая двери из массива дерева, предпочтение следует отдавать лишь проверенным производителям, которые имеют достаточное количество положительных отзывов.
- Стоит иметь в виду, что «двери из массива» изготавливаются не из цельного массива дерева, например, ореха. Это технически неправильно: такое «изделие» не простоит и один сезон, ее поведет, изменятся геометрические размеры. К тому же, трудно представить диаметр необходимого для изготовления двери дерева.
- Для правильного изготовления изделия из массива, используется «мебельный щит», а не цельный кусок дерева.
- Мебельный щит представляет собой склеенную между собой по ширине древесину. При этом используются прессы и качественный клей. Качество изготовленного щита влияет на эксплуатационные свойства двери.
Самыми ответственными моментами, при изготовлении мебельного щита, являются:
- Сушка. Это одна из главных операций при производстве щита. Древесина должна быть тщательно высушена, чтобы предотвратить в будущем деформации изделия, связанные с изменением влажности и температуры;
- Клей . На прочность соединения непосредственно влияет качества выбранного клея;
- Направление волокон . Это имеет большое значение. Они должны быть в каждой ламели перпендикулярны волокнам следующей. Это придаст прочность щиту, и предотвратит любые его деформации.
Классификация дверей

Прежде чем приступить к изготовлению двери своими руками, следует познакомиться с их классификацией. Это поможет подобрать наиболее подходящий вариант в зависимости от особенностей дверного проема и эксплуатации конструкции.
По эксплуатационному назначению двери могут быть:
- Межкомнатными . Изготавливаются из дерева. Они значительно тоньше, к ним не предъявляются большие требования к безопасности, тепло- и шумоизоляции;
- Входными уличными . Такие конструкции отделяют от внешнего мира дом. Требования к ним более высокие. Чаще всего, они изготавливаются из стали, которая отделывается натуральным деревом или МДФ.
- Входными квартирными. Не смотря на то, что эти двери являются входными, они эксплуатируются как внутренние, так как не контактируют с улицей
По конструкции двери могут быть:
- Одинарными, состоящими из одного полотна. Устанавливаются в дверном проеме, ширина которого до 100 см;
- Полуторными, состоящими из двух полотен, разной ширины. Одно из полотен, как правило, открывается лишь при необходимости, и фиксируется неподвижно;
- Двойными, состоящими из двух полотен одинаковой ширины.
По устройству и технологии производства, дверные полотна бывают:
- Филенчатые. Это наиболее сложный и дорогостоящий в изготовлении вариант, представляющий собой каркас, с расположенными в нем внутренними вставками, называемыми филенками. Для их изготовления используются различные материалы с широким спектром форм. Соединение элементов с каркасом производится по системе «шип-паз». Для придания красивого внешнего вида в полотна вставляются стеклянные филенки. часто используются как входные, при условии устройства усиленного каркаса;
- Щитовые. Это наиболее простые и дешевые в изготовлении конструкции. Такое полотно состоит из деревянного бруса или ДСП каркаса, который обшивается шпоном.
- Шпоночные. Для их изготовления используются несколько подобранных одинаковых брусков, соединяемых между собой шпонкой, которая может быть деревянным бруском или стальной кованой полосой. Такие двери применяют чаще в сельской местности для подсобных помещений.
Изготовление дверей

Двери из массива изготавливается по стандартной схеме. Различия могут быть лишь в материале и установке фурнитуры.
Совет: Перед началом проведения работ необходимо правильно выбрать доски для каркаса. Они не должны иметь дефектов, быть ровными, нормальной влажности.
После приобретения, доски следует выдержать несколько дней в помещении, чтобы они адаптировались к микроклимату помещения. Затем подготавливается инструмент для работы.
Для изготовления конструкции из массива, требуется следующее оборудование:
- Циркулярная пила или электролобзик;
- Ручной фрезер, для нарезки пазов;
- Шлифовальная машинка или насадки на электрическую дрель или болгарку, со шлифовальной бумагой;
- Электродрель, шуруповерт;
- Стамеска, отвертки;
- Линейка, рулетка, угольник, карандаш.
Из материалов потребуются:
- Доска, сечение 150х40 мм.
Совет: Доски лучше приобретать с запасом, который может пригодиться в случае ошибок при обработке материалов, чтобы доски были из одной партии, одной влажности.
- Столярный клей;
- Конфирматы или шканты;
- Массив дерева для филенок.
Инструкция проведения работ:
- Подготавливаются чертежи на двери из массива и элементы каркаса. При этом: нарезаются доски мерной длины, шлифуются широкие части. С торцов это делать не имеет смысла — они будут фрезероваться под углом;
- Фрезером снимаются фаски, вырезается паз 20 мм глубиной и 16 мм шириной, по всей длине доски, строго по ее средине;
- Для соединения концевых досок, их торцы обрезаются под углом 45°. Детали прикладываются и подгоняются по месту;
- Из массива дерева изготавливаются филенки нужных размеров;
- Выполняется предварительная сборка конструкции;
- Выявляются возможные отклонения, которые корректируются до окончательной сборки дверей;
- После контроля всех размеров собранной конструкции, дверь окончательно собирается на конфирмантах. Перед этим все узлы соединения промазываются столярным клеем;
- Монтируется фурнитура.
Чтобы правильно собрать дверь из массива, стоит просмотреть видео в этой статье.
Как оборудовать цех по производству комнатных дверей
Общее описание изготовления дверей мы сделали – во всяком случае, вполне понятно, какие для этого нужны материалы. А вот какое для этого требуется оборудование? Инструкция на эту тему будет представлена далее.
Фрезеровочные станки
Открывает список оборудования фрезерный станок, без которого невозможно ни нормально обработать профили, ни выполнить плоскостное фрезерование. Промышленные фрезеры оснащаются пылесосом, который сразу же удаляет пыль и стружку. С помощью такого станка можно выполнять нарезку шипов, делать выборку пазов, и даже изготавливать плинтуса.
- Но существуют и специальные приспособления, предназначенные для установки на фрезер, которые способны превратить его в универсальный механизм для деревообработки. Взять хотя бы изготовление накладок на двери, или выполнение объёмного рельефа, который нынче именуют 3D профилем.

- Существует немало разновидностей фрезерных станков, но в основном, в дверном производстве используют вариант с числовым программным устройством, кратко обозначаемым аббревиатурой ЧПУ. Если нужно выполнять резьбу по дереву, то необходим фрезерно-гравировальный станок, так же оснащённый ЧПУ.
- Такое оборудование оснащено микропроцессором, имеет оперативную память, благодаря чему есть возможность программирования. Оно отлично справляется сразу с несколькими задачами, повышает производительность цеха, экономит время – а соответственно, и деньги. Промышленное оборудование стоит дорого, поэтому для начала, открывая небольшой цех, можно обойтись и ручным станком.

- Он, кстати, может быть просто незаменим, когда нужно выполнить узкие пазы, либо мелкие элементы декора. С ручным фрезером можно и самому сделать прекрасную дверь. Достаточно набрать в поисковой строке: изготовление дверей своими руками видео, и посмотреть несколько обучающих роликов.
Потребуется ещё и фрезерно-копировальный станок, который позволяет изготовить несколько абсолютно идентичных или симметричных заготовок. Он отличается высоким качеством обработки, и может работать как с плоскими, так и с объёмными деталями.
Вторым в списке оборудования стоит термовакуумный пресс, с помощью которого осуществляется горячая оклейка дверного полотна ламинирующей плёнкой. Есть модели, предназначенные только для мебельных фасадов, а есть варианты для оклейки дверных полотен и накладок на них – либо универсальные, которые можно при необходимости перенастроить.

У пресса может быть один или два стола, размер которого составляет как минимум 2,1*1,0м. Данные габариты наиболее оптимальны, так как чем больше стол, тем больше декоративной плёнки расходуется. А это производителю невыгодно, тем более что плёнки типа «хамелеон», или с фотопечатью, бывают весьма недешёвыми.
Станок для форматного раскроя
Третий вид оборудования, который необходимо иметь при изготовлении дверей – это станок форматно-раскроечный. Он предназначен как для штучного, так и для пакетного раскроя заготовок заданного размера.
С помощью такого станка производится резка листовых и длинномерных материалов – причём не только деревянных, но и композитных, а так же облицованных шпоном, ПВХ плёнкой, ламинатином, и даже пластиком.

Профессиональный станок форматного раскроя, нужен вне зависимости от того, каков масштаб производства – будь то мебельная фабрика, или частная столярная мастерская. Благодаря возможности пакетного раскроя заготовок, он даёт возможность значительно сократить время изготовления, и соответственно, наращивать темпы производства.
Двери из пластика
Если говорить про изготовление пластиковых дверей, то все прекрасно знают, что производители данной продукции ориентированы так же и на окна — можно даже сказать, что в основном на окна. Их ставят везде, и именно они составляют львиную долю ассортимента любого предприятия подобного типа.
- Спросом пользуются и внутренние, и , но их всё больше ставят в учреждениях и офисах. В жилом секторе, основной вид пластиковых дверей – это двери балконные. Как и в любом производстве, здесь тоже нужно стремиться к наиболее качественному результату. Чтобы продавать ПВХ двери, технология изготовления и монтажа должна строго соответствовать существующим нормам.

- Для этого так же требуется определённый комплект оборудования, и квалифицированный персонал. Здесь имеется в виду не только рабочие, которые непосредственно собирают изделия, но и замерщики, и менеджеры, занимающиеся материально-техническим снабжением цеха — ведь качественный продукт из некачественного материала не получить.
При правильном подходе к организации бизнеса по изготовлению пластиковых окон и дверей, предприятие обязательно будет рентабельным, так как прибыль всегда превышает расходную часть. Конечно, для этого нужно глубоко изучить рынок, подыскать подходящее помещение, и вложиться в рекламу. Всё это расходы, но благодаря востребованности данного товара, они быстро окупаются.
Оборудование и материалы
Что касается оборудования, то тут свой перечень. Прежде всего, это пилы для резки армирующего профиля, который для придания жёсткости вставляется в профиль пластиковый. Крепят их между собой с помощью пневматических шуруповёртов. Естественно, что для подачи сжатого воздуха нужен и компрессор соответствующей мощности.
Обратите внимание! Чтобы во внутренней полости профиля не образовывался и не скапливался конденсат, в импостах, рамах и створках сверлят отверстия. Для этого используется дренажный станок – хотя сделать это можно и с помощью дрели.

Итак:
- В производстве пластиковых окон и дверей не обойтись и без станка , предназначенного для сварки углов профиля. Наплывы, образующиеся после сварки, удаляются с помощью зачистного станка, который может быть как ручным, так и входить в комплект автоматизированной линии.
- Перед установкой импоста в рамный профиль, его торцы должны быть отфрезерованы . Для этой цели используют торцефрезерный станок, который может быть настольным, и иметь механические прижимы, или стационарным, с прижимами пневматическими.
- Ну а для удобства работы используется вспомогательное оборудование , к числу которого относят контейнеры для хранения заготовок, тележки, и сборочные столы. Для небольшого цеха с производительностью до десяти изделий за смену, можно приобрести необходимое оборудование в комплекте. В него входят ручные станки и настольные инструменты.

Кроме тех, о которых было уже упомянуто, в комплекте присутствуют: электрический рубанок, с помощью которого зачищают поверхности; инструмент ласточка, необходимый для зачистки наружных углов; шаблон, используемый для симметричного сверления отверстий – а так же инструменты для фрезеровки каналов водоотлива под углами 45 и 90 градусов. Всего девять единиц оборудования, стоимость общая стоимость которых составляет примерно 130.000 рублей.
Технологический порядок сборки ПВХ двери
Процесс сборки окон и дверей из профиля ПВХ, во многом идентичен, но у дверей всё же есть и кое-какие особенности.
В целом, сборка выглядит так:
- Сначала режут в размер металлические и пластиковые длинномеры. Кстати, дверной профиль отличается от профиля оконного сечением. При наружном открывании он имеет Т-образную форму, а при внутреннем открывании – форму Z. Этот нюанс обязательно указывается в заказе.
- На втором этапе выполняется дренажное фрезерование , необходимое для обеспечения слива конденсата. Это делается и в оконном, и в дверном профиле.
- Далее, в пластиковый профиль вставляют профиль металлический, сразу же подготавливают отверстия под планки, ручки и замки . На входных дверях замок может иметь нажимную ручку, в офисных вариантах – скобу.
- Следующая операция – это нарезка в размер импоста, и фрезерование его торцов . По её окончании, приступают к выполнению всех соединений, осуществляемых механическим способом. После этого сваривают рамный и дверной профили, и зачищают их поверхность.

- Если дверь будет с порогом, на следующем этапе собирают именно его. Порог режут по размеру, устанавливают на него прокладку, потом соединитель. Теперь в створку двери, монтируют импост, а на порог ставят уплотнитель.
- Далее наступает момент крепления на полотно петель, которое осуществляется с помощью шаблона. Петли регулируют, устанавливают ручку или замок, фиксируют на раме ответную планку. Остаётся только установить стеклопакет, и дверь готова для доставки к заказчику.
Убедившись, что вся фурнитура нормально функционирует, ручки, нажимную гарнитуру и личинку замка снимают. Это необходимо для избежания повреждений при транспортировке.
Межкомнатные двери из МДФ получили в последние годы весьма широкое распространение. Ведь ДСП - материал, содержащий карбамидоформальдегидные или фенолформальдегидные смолы, а древесина дорога, легко впитывает влагу, чувствительна к грибковым заболеваниям. К тому же, межкомнатные двери из МДФ выглядят отлично, стоят относительно недорого, а также не представляют никакой опасности для здоровья людей и домашних питомцев - их можно устанавливать как в спальне, так и в детской комнате. Добавьте сюда высокую прочность и износостойкость, абсолютную инертность к окружающей среде и Вы поймете причины, по которым двери из МДФ пользуются популярностью.
Компания «ДЭМФА», как производитель, практикует производство межкомнатных дверей из МДФ с 1999 года. Для окрашивания мы используем только влагостойкие покрытия из полиуретана, а также качественную патину и акриловый лак на водной основе. Именно забота о здоровье и кошельке потребителя делает нашу продукцию популярной. Продукция компании «ДЭМФА» представлена несколькими модельными направлениями дверных полотен, каждая из которых может быть дополнительно доработана под ваш дизайн интерьера. Также мы занимаемся производством погонажа и капителей, дверями для сдачи жилых объектов (строительные двери).
Межкомнатные двери из МДФ мы окрашиваем в два базовых цвета: БЕЛЫЙ и КРЕМ. Однако клиент может выбрать любой другой оттенок из каталога RAL, где представлено 213 разнообразных цветовых решений. В тот же цвет может быть окрашена капитель и другие погонажные изделия. Компания «ДЭМФА» не признает каких-либо рамок в смысле дизайна интерьеров. Также возможно слабое и сильное патинирование межкомнатных дверей в различные оттенки (базовые - серебро и золото) - смотрится очень эффектно!
Так как производство дверей из МДФ в компании «ДЭМФА» производится по схеме недельного планирования, даже крупные оптовые заказы мы выполняем очень быстро. Как правило, срок ожидания варьируется в пределах от одной недели до месяца. Более того, на нашем складе имеется большой запас наиболее ходовых позиций в двух основных цветах (БЕЛЫЙ и КРЕМ) - если вы ищите стандартное решение для офиса или дома, которое впишется в любой дизайн интерьера, заказанные межкомнатные двери вы сможете забрать едва ли не в день заказа! Помимо стандартных моделей мы изготавливаем продукцию под заказ:
- Не стандарт по высоте, ширине,
- окраска и патинирование сторон в разный цвет,
- полное или частичное патинирование дверного полотна и погонажных изделий,
- нанесение рисунков на дверное полотно технологией фрезерования.







